

Achieving Savings of £500,000 Through Improved Process Performance at Sellafield using MS2 Process Diagnostics
By Dr Carl Steele, Sellafield Ltd
Sellafield’s activities are centred around decommissioning, remediation, and clean up of the historic legacy. Working with AJM Consulting and using their MS2 Data Mining software developed with the support of the Centre for Process Analytics and Control Technology at Newcastle University (CPACT), the site will achieve improvements in process performance equating to £500,000 savings over the lifetime of the plant, possibly significantly more.
(Source; CPACT Benefits document, 2010).
The project focused on data analysis of high level waste glass pouring operations after melter modifications. Work was previously performed to model melter operations to gain a better understanding on how to improve melter performance. A number of modifications have been made by deployment of multi-sparge gas systems to increase the mixing to improve the homogeneity of the glass melt. There has been a demonstratedimprovement in recent campaigns in the melter performance and control. This has led to longer sustained campaigns which has increased melter crucible life.
The purpose of the investigation was to study whether there have been any significant changes to operation of the melter following the design changes for the new melter modifications. Internal fins on some crucibles were added for extra strength and a new French melter also includes a belt - a horizontal fin. Pouring occurs at the end of the feed cycle if the glass is hot enough. The melt is soaked if the glass is not at the correct temperature. Expected crucible life is >150 containers. The heating of the metal walls allows heating of the glass and calcine and the residual nitrates are driven off. The calcine reacts with glass (endothermic process). There is a cold cap of glass which sits on the melt surface. Most metals react and become part of the matrix. Ru, Pd & Rh do not. Cr and Mo have limited solubility. Fe, Cr and Ni can form a crystalline spinel phase.
There are a number of challenges to melter operations:
- Achieving set point temperature for pouring requirements to eliminate the need to hold the melter at temperature for prolonged periods full with molten glass
- Achieving good agitation and mixing to maintain homogeneity of the molten glass to prevent settling of crystalline phases
- Consistent pouring operations to maintain the mass balance though the melter
Data analysis was performed using AJM Consulting’s MS2 data mining software to assess the key performance indicators from the melter operations for three separate melter crucible campaigns:
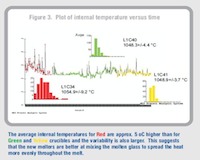
RED; existing single sparged melter operated on blended highly active liquor feed, GREEN and YELLOW; both new multi-sparged melters operated on Magnox highly active liquor feed.
Conclusions
- Recent process control operations have been able to progressively target a higher waste oxide pour target weight thus increasing the average pour weight from 375 to 395 kg per product container.
- It has been possible to increase the ratio of waste oxide to glass from 24.5 to 28.0 weight% to allow more waste oxide to be incorporated into vitrified product.
- Further process improvements are set to target higher incorporation rate at 32 weight% and pour weights up to 200 kg per hour (400 kg per container).
- The Waste Vitrification Plant has successfully increased waste oxide loading and container filling operations from an average of 92 to 110 kg per container and there is further scope for optimisation.
- The opportunity to apply predictive performance models to WVP process operations will enable further operational efficiencies to be made.